
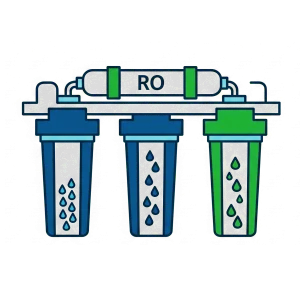
Multi-Stage Filtration
Each plant uses sediment filters, carbon filters, micron filtration, and RO membranes for maximum purity and long-term protection.
Compact, Customizable Units
We provide space-efficient designs tailored to your input water quality, TDS levels, and usage requirements.
High Recovery Rate
Built for efficiency, our RO plants achieve optimal water recovery, minimizing waste and reducing operational cost.
Pure, great-Tasting water
Removes impurities, odor, dissolved salts, and chemical contaminants to deliver clean drinking and process water.

Protects equipment from scaling
RO-treated water improves the performance and life of boilers, cooling towers, machinery, and appliances.

Low maintenance
High-quality membranes and pre-treatment systems ensure minimal maintenance and maximum productivity.
Drinking water purification
DM-treated water ensures safe, clean, and mineral-free drinking quality by removing dissolved salts, impurities, and contaminants effectively.
Industrial water treatment
DM and RO systems are widely used in industrial water treatment to remove dissolved solids, minerals, and contaminants.
Food & beverage units
Purified water supports safe production, enhances product quality, and meets hygiene standards required in food and beverage manufacturing.
